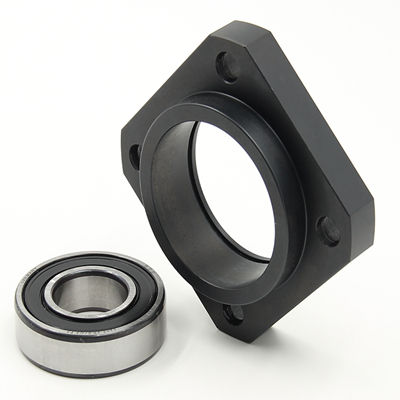


(1)若轴承安装於滚珠螺杆而两者贴合不确实,在承受轴向负载的情况下会导致背隙的产生,这种情形可能是由於螺杆肩部太长或太短所造成的。
(2)轴承承靠面与锁定螺帽V形牙轴心的垂直度不佳,或者两相对方向的锁定螺帽面平行度不佳,从而导致轴承的倾斜;因此螺杆肩部的锁定螺帽V形牙与轴承承靠面必须同时加工,才能确保垂直度,如果是以研磨方式加工则更好。
2、tbi滚珠丝杆的螺帽座或轴承座刚性不足
如果丝杆的螺帽座或轴承座刚性不足,元件本身的重量或机器的荷载就会使其产生偏斜。
3、螺帽座或轴承座组装不当
(1)由於震动或未加固定销使得元件松脱。以实心锁取代弹簧销达到定位的目的。
(2)因固定螺丝太长或螺帽座螺丝孔太浅使得螺帽固定螺丝无法锁紧。
(3)由於震动或缺少弹簧垫圈使得螺帽固定螺丝松脱。
4、支撑座的表面平行度或平面度超公差
不论结合元件表面是研磨或铲花,只要其平行度或平面度超出公差范围,床台运动时位置的重现精度将较差;因此一部机器中,通常在支撑座与机器本体间以薄垫片来达到调整的目的。
5、无预压或预压不足
无预压的滚珠螺杆垂直放置时,螺帽会因本身的重量而造成转动而下滑;无预压的螺杆会有相当的背隙存在,因此只能用於较小操作阻力的机器,但主要的顾虑是定位精度较不要求。於不同的应用上决定正确的预压量,并於出货前调好预压;因此当您订购滚珠螺杆前请确实详述设备的操作情况。
6、马达与tbi滚珠丝杆结合不当
(1)联轴器结合不牢固或本身刚性不佳,会使螺杆与马达间产生转差。
(2)若不适合以齿轮驱动或驱动结构不是刚体,可用时规皮带来驱动以防止产生滑动。
(3)键的松动,或是键、键槽、轮毂间的任何不当搭配,皆曾使这些元件间产生间隙。
7、扭转位移太大
(1)材质选用不当。
(2)热处理不当、硬化层太薄、硬度分布不均或材质太软钢珠、螺帽、螺杆的标准硬度分别为HRC62~66、HRC58~62、HRC56~62。
上一篇:TBI滚珠丝杆的精度
下一篇:TBI滚珠丝杠在运动中产生的故障