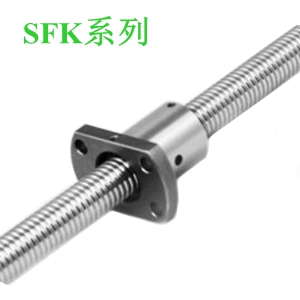



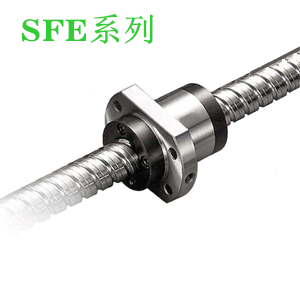
台湾TBI滚珠丝杆SFNIR2505属于高防尘丝杆,直径为25mm,导程为5mm,螺母对称安装孔的距离为51mm。TBI丝杠副及其支撑系统由于长时间运行产生的磨损间隙,将直接影响数控机床的传动精度和刚性。
TBI研磨滚珠丝杆SFNIR2505和TBI轧制滚珠丝杆SFNIR2505的区别
1、导程精度及保证方法:TBI研磨滚珠丝杆从C0-C10各级别均可指定加工,每一条丝杆均在工艺过程中检查并及时修正;TBI轧制滚珠丝杆一般为C0/C10级,长径比较小时经挑选可得到部分C5级。生产中对轧轮进行定期检查,对丝杆进批量抽查或实时控制,滚珠接触面为非规则抛光面,有时不均匀,一般由过度抛光引起。
2、同心度、直线度:TBI研磨滚珠丝杆同心度极好,在整个工艺中使用两端中心孔定位,直线度使用外圆磨床加工,对每一只进行检验保证;TBI轧制滚珠丝杆同心度差,如果是没有经验累积的工厂加工两羰,同心度会很差。直线度差,使用校直机校直。
3、技术验收条件:TBI研磨滚珠丝杆有相应的标准;TBI轧制滚珠丝杆无标准。
4、应用范围:TBI研磨滚珠丝杆运行流畅,寿命好,一般用于精密定位,高可靠性,重载场合;TBI轧制滚珠丝杆:运行流畅,寿命一般,一般用于非精密定位,一般可靠性场合。
5、外观区别:TBI研磨滚珠丝杆螺纹齿项为规则磨削面,无槽(注意有些不良商家用轧制丝杆磨削后也可成这种外观,但做工粗糙);TBI轧制滚珠丝杆:螺纹齿项有挤压堆积槽。
6、生产工艺与装备:TBI研磨滚珠丝杆从原材料开始严格按图纸要求进行多道热处理和精密加工,螺纹滚道最后定型工艺使用超精密螺纹磨床研磨,导程客户可指定加工,滚珠接触面规则,磨削加工面均匀;TBI轧制滚珠丝杆原材料直接使用轧轮挤压成定尺丝杆。有客户需要时在截断加工两端,客户只能在指定导程中挑选,滚珠接触面为非规则抛光面,有时不均匀,一般由过度抛光引起。
7、供货期:TBI研磨滚珠丝杆供货期长,一般工艺本身周期为30-45天。单价及小批量价格偏高,长期定型批量加工便宜;TBI轧制滚珠丝杆:短,有需要即截断加工两端。单价价格有优势且与批量价格差别小。
SFER2525 SFER3232 SFKR0802 SFVR1205 SFVR1210 SFVR1605 SFVR1610 SFVR2005
SFVR2010 SFVR2505 SFVR2510 SFVR2525 SFIR1605 SFIR1610 SFIR2005 SFIR2505
SFIR2510 SFNIR1605 SFNIR1610 SFNIR2005 SFNIR2505 SFNIR2510 SFVR3205 SFVR3210
SFVR3220 SFUR3205 SFUR3210 SFNUR3205 SFNUR3210 SFNIR3205 SFNIR3210 SFSR1616
SFSR3205 SFSR3210 SFSR3220 SFSR3232 SFHR3205 SFHR3210 SFHR3220 SFUR1204
SFUR1604 SFHR1616 SFYR1616 SFYR1632 SFYR2040 SFYR2550 SFER1616 SFER1632