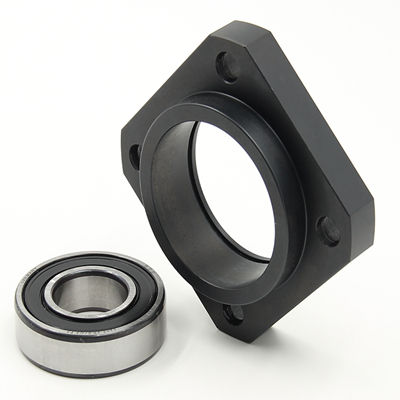



优势特点:TBI滚珠丝杠支撑EK8座为了防止这种蠕变,可以给承受回转载荷的圈套提供足够的过盈量。在低载荷的情况下使用薄壁型轴承时,应该用螺母固定住。承受静载荷的TBI滚珠丝杠支撑座套圈一般不需要过盈配合。在使用时有很大振动的时候,内外圈才都需要过盈安盈安装。
EK系列(螺杆支撑座固定座)

|
型号 |
轴径 D1 |
A |
B | C | E | H1 |
h |
H | L | L1 | L2 | L3 | M | X | Y | Z | T | 轴承型号 | |||||||
| ±0.02 | ±0.02 | ||||||||||||||||||||||||
| EK8 | 8 | 52 | 38 | 25 | 26 | 26 | 17 | 32 | 23 | 7 | 26 | 4 | M3 | 6.6 | 11 | 12 | 14 | 708ATYDFC8P5 | |||||||
轴端加工尺寸


|
型号 |
适用轴干外径 | D1 | B | E | F | M | S | J | G | H | 倒角 | 圆角 |
H1 键槽(宽x深x长) |
H2 | W |
型号 EK型 |
|||||||||||||||
| C1 | C2 | C3 | R1 | R2 | N | P | R | P | |||||||||||||||||||||||
| EK8 | ∅10、∅12 | 8 | 6 | 35 | 9 | M8x1 | 10 | 8 | 5 | 5 | 0.3 | 0.3 | 0.3 | 0.3 | 0.6 | - | - | 5.6 | 7 | 1.5 | EK8 | ||||||||||
TBI滚珠丝杠支撑座 EK8修复过程
传统的方法一般采用堆焊后机加工来进行修复,而堆焊会使部件表面达到很高温度,造成部件变形或产生裂纹,通过机加工获取尺寸造成停机时间的大大延长。而TBI滚珠丝杠支撑座采用高分子复合材料进行现场修复,既无热影响,修复厚度也不受限制,产品所具有的耐磨性及金属材料不具备的退让性,确保修复部位百分百的接触配合,降低TBI滚珠丝杠支撑座的冲击震动,避免磨损的可能性。现场修复,避免机加工的方法。
一般只需四步:
1.表面处理,将需修复TBI丝杆支撑座BK-30表面除油污、除潮气;
2.调和修复材料;
3.涂抹材料,将材料均匀的涂抹在轴承座修复部位,填充结实;
4.等待材料固化,可适当加热材料表面加速材料固化。
一般的TBI丝杆支撑座EK8轴承室磨损在3-6小时即可修复完成,操作简单易学、无需特殊设备和专门训练、相比激光焊、冷焊等技术省时省力,费用仅为一般修复费用的1/5-1/10,现场修复更是减少了设备维修时间和运输费用。
TBI滚珠丝杠支撑座为了防止这种蠕变,可以给承受回转载荷的圈套提供足够的过盈量。在低载荷的情况下使用薄壁型轴承时,应该用螺母固定住。承受静载荷的TBI滚珠丝杠支撑座套圈一般不需要过盈配合。在使用时有很大振动的时候,内外圈才都需要过盈安盈安装。
TBI滚珠丝杠支撑座EK8为了防止这种蠕变,可以给承受回转载荷的圈套提供足够的过盈量。在低载荷的情况下使用薄壁型轴承时,应该用螺母固定住。承受静载荷的TBI滚珠丝杠支撑座套圈一般不需要过盈配合。在使用时有很大振动的时候,内外圈才都需要过盈安盈安装。
TBI滚珠丝杠支撑座EK8为了防止这种蠕变,可以给承受回转载荷的圈套提供足够的过盈量。在低载荷的情况下使用薄壁型轴承时,应该用螺母固定住。承受静载荷的TBI滚珠丝杠支撑座套圈一般不需要过盈配合。在使用时有很大振动的时候,内外圈才都需要过盈安盈安装。
上一篇:EK6
下一篇:EK10