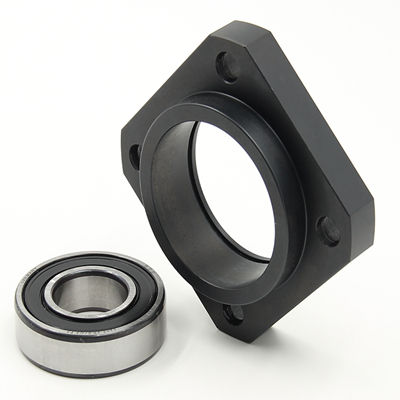



优势特点:TBI丝杆支撑座支撑FK30使用深沟槽滚珠轴承。支撑座EK、BK、FK和AK型的内部轴承含有适量的锂皂基润滑脂,用特殊密封。选择支撑座认准创威达,所以这些型号能够长期使用。

传统的方法一般采用堆焊后机加工来进行修复,而堆焊会使部件表面达到很高温度,造成部件变形或产生裂纹,通过机加工获取尺寸造成停机时间的大大延长。而TBI滚珠丝杠支撑座采用高分子复合材料进行现场修复,既无热影响,修复厚度也不受限制,产品所具有的耐磨性及金属材料不具备的退让性,确保修复部位百分百的接触配合,降低TBI滚珠丝杠支撑座的冲击震动,避免磨损的可能性。现场修复,避免机加工的方法。
一般只需四步:
1.表面处理,将需修复TBI丝杆支撑座表面除油污、除潮气;
2.调和修复材料;
3.涂抹材料,将材料均匀的涂抹在轴承座修复部位,填充结实;
4.等待材料固化,可适当加热材料表面加速材料固化。
一般的TBI丝杆支撑座轴承室磨损在3-6小时即可修复完成,操作简单易学、无需特殊设备和专门训练、相比激光焊、冷焊等技术省时省力,费用仅为一般修复费用的1/5-1/10,现场修复更是减少了设备维修时间和运输费用。
TBI滚珠丝杠支撑座为了防止这种蠕变,可以给承受回转载荷的圈套提供足够的过盈量。在低载荷的情况下使用薄壁型轴承时,应该用螺母固定住。承受静载荷的TBI滚珠丝杠支撑座套圈一般不需要过盈配合。在使用时有很大振动的时候,内外圈才都需要过盈安盈安装。






1.固定端螺杆支撑座与螺杆组合。
2.固定端螺杆支撑座与间隔环放入螺杆后,用所附的螺帽锁紧,再将六角止付螺丝固定,在固定前,先将内附的铜片置入螺帽中固定。
3.支持端螺杆支撑座,将轴承放入螺杆内,并以C型扣环固定。


测量螺杆与支撑座的固定端以及螺杆支撑座的支持端。






传统的方法一般采用堆焊后机加工来进行修复,而堆焊会使部件表面达到很高温度,造成部件变形或产生裂纹,通过机加工获取尺寸造成停机时间的大大延长。而TBI滚珠丝杠支撑座采用高分子复合材料进行现场修复,既无热影响,修复厚度也不受限制,产品所具有的耐磨性及金属材料不具备的退让性,确保修复部位百分百的接触配合,降低TBI滚珠丝杠支撑座的冲击震动,避免磨损的可能性。现场修复,避免机加工的方法。
一般只需四步:
1.表面处理,将需修复TBI丝杆支撑座表面除油污、除潮气;
2.调和修复材料;
3.涂抹材料,将材料均匀的涂抹在轴承座修复部位,填充结实;
4.等待材料固化,可适当加热材料表面加速材料固化。
一般的TBI丝杆支撑座轴承室磨损在3-6小时即可修复完成,操作简单易学、无需特殊设备和专门训练、相比激光焊、冷焊等技术省时省力,费用仅为一般修复费用的1/5-1/10,现场修复更是减少了设备维修时间和运输费用。
TBI滚珠丝杠支撑座为了防止这种蠕变,可以给承受回转载荷的圈套提供足够的过盈量。在低载荷的情况下使用薄壁型轴承时,应该用螺母固定住。承受静载荷的TBI滚珠丝杠支撑座套圈一般不需要过盈配合。在使用时有很大振动的时候,内外圈才都需要过盈安盈安装。
1.固定端螺杆支撑座与螺杆组合。
2.固定端螺杆支撑座与间隔环放入螺杆后,用所附的螺帽锁紧,再将六角止付螺丝固定,在固定前,先将内附的铜片置入螺帽中固定。
3.支持端螺杆支撑座,将轴承放入螺杆内,并以C型扣环固定。
测量螺杆与支撑座的固定端以及螺杆支撑座的支持端。
TBI丝杆支撑座支撑FK30使用深沟槽滚珠轴承。支撑座EK、BK、FK和AK型的内部轴承含有适量的锂皂基润滑脂,用特殊密封。选择支撑座认准创威达,所以这些型号能够长期使用。
上一篇:没有了