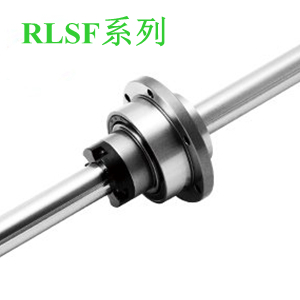




优势特点:TBI旋转式RLSF滚珠花键系列是根据其外观来命名的在轴的外表有纵向的键槽,套在轴上的旋转件也有对应的键槽,可保持跟轴同步旋转。在旋转的同时,有的还可以在轴上作纵向滑动,如变速箱换档齿轮等。

TBI滚珠花键RLSF加工方法 :花键轴的加工方法是有很多的。主要是采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧等塑性变形的加工方法。
1、滚切法:用TBI花键轴滚刀在花键轴铣床或滚齿机上按展成法加工, 这种方法生产率和精度均高,适用于批量生产。
2、铣削法:在万能铣床上用专门的成形铣刀直接铣出齿间轮廓,用分度头分齿逐齿铣削;若不用成形铣刀,也可用两把盘铣刀同时铣削一个齿的两侧, 逐齿铣好后再用一把盘铣刀对底径稍作修整。铣削法的生产率和精度都较低,主要用在单件小批生产中加工以外径定心的TBI滚珠花键轴和淬硬前的粗加工。
3、磨削法:用成形砂轮在花键轴磨床上磨削花键齿侧和底径,适用于加工淬硬的RLSF花键轴或精度要求更高的、特别是以内径定心的花键轴。4、冷打法:在专门的机床上进行。对称布置在工件圆周外侧的两个打头,随着工件的分度回转运动和轴向进给作恒定速比的高速旋转,工件每转过1齿,打头上的成形打轮对工件齿槽部锤击1次,在打轮高速、高能运动连续锤击下,工件表面产生塑性变形而成花键。冷打的精度介于铣削和磨削之间,效率比铣削约高5倍左右,冷打还可提高材料利用率.



选择预压
TBI滚珠花键的预压对精度、耐负荷性能以及性都有很大的影响,因此需要根据使用用途选定恰当的间隙(预压)。各型的问原值已经被规格化・因此可根接使用条件进行通当的选定。
旋转方向间隙
在滚珠花键中,将圆周方向间隙的总和作为旋转方向间隙并目进行了规格化。
预压与刚性
预压是以消除旋转方向间隙,提高刚性为目的,事前给滚珠施加负荷。当施加预压时滚珠花键能根据预压的强度消除旋转方向的间隙而增加刚性。如图1显示了当施加旋转扭矩时旋转方向的位移。图2显示了预压的效果一直保持到预压负荷的2.8倍为止。无预压时相比,相同扭矩时的变位量为1/2,刚性在两倍以上。


图1 图2
使用条件与预压的选择
在图1中,表示了根据滚珠花键的使用条件,选定旋转方向间隙的基准。滚珠花键的旋转方向间隙对花键外筒的精度或刚性有很大的影响。因此・根据用途选定适当的间隙是很重要的。一般来说,都使用有预压的产品。在进行反复旋转运动或往返直线运动时,由于会有很大的振动冲击,所以施加预压,会显著提高寿命和精度。
滚珠花键旋转方向间隙的选定基准

滚珠花键的旋转方向间隙


精度等级
滚珠花键的精度是用花键外简外径对花键轴支撑部的摆动来表示的。它分为普通级(N)\高级(H)\精密级(P)。测试项目如下图所示:

精度规格
滚珠花键的各测试项目如下表1.2.1~1.2.5所示









RLSF016 RLSF020 RLSF025 RLSF032 RLSF040
上一篇:没有了
下一篇:RLSF016